



Clasificación: Inyección múltiple
País: Taiwán
Teléfono: +886-6-5950688 (6879)
Fax: +886-6-5951129
Persona de contacto: Hank Wu, Manager +886-6-5950688 (6879)
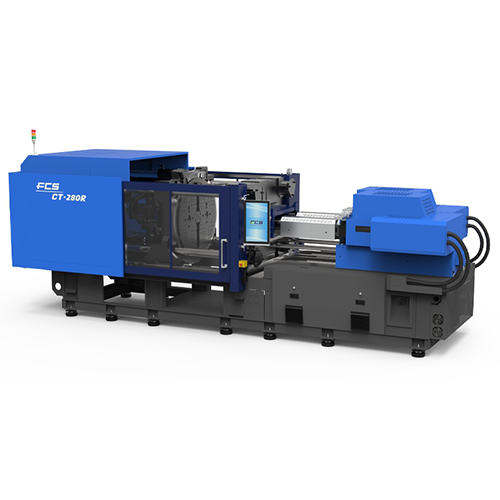
- La tasa de la mesa giratoria servo mejoró entre un 30 % y un 50 %, lo que podría acortar el tiempo del ciclo, hacer que la velocidad del interruptor sea más estable y la precisión de posicionamiento de hasta 0,005°, y permitir que los productos de moldeo por inyección sean más precisos y estables.
- Las barras de unión no están sujetas por las placas para reducir la contaminación, la abrasión y el consumo de energía, lo cual es adecuado para productos médicos.
- La protección inteligente contra baja presión de la abrazadera del molde reduce el riesgo de aplastamiento del molde.
- La adopción de un servomotor y múltiples cilindros independientes para la inyección acorta en gran medida el tiempo del ciclo.
- La guía lineal en la unidad de inyección hace que la contrapresión se acerque a 0 durante la carga, lo que reduce el desbordamiento de la masa fundida.
- Las zonas de calentamiento del barril tienen una precisión de 0,1 ℃ para garantizar una plastificación estable del material.
La posición del tornillo se controla dentro de 0,01 mm para controlar con precisión el tamaño del disparo y la posición de la amortiguación.
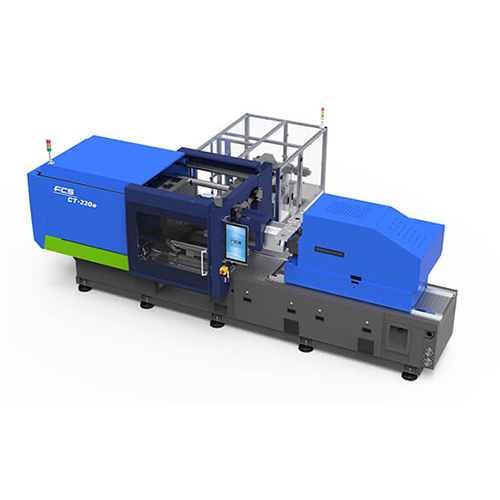
- La tasa de la mesa giratoria servo mejoró entre un 30 % y un 50 %, lo que podría acortar el tiempo del ciclo, hacer que la velocidad del interruptor sea más estable y la precisión de posicionamiento de hasta 0,005°, y permitir que los productos de moldeo por inyección sean más precisos y estables.
- Las barras de unión no están sujetas por las placas para reducir la contaminación, la abrasión y el consumo de energía, lo cual es adecuado para productos médicos.
- La protección inteligente contra baja presión de la abrazadera del molde reduce el riesgo de aplastamiento del molde.
- La adopción de un servomotor y múltiples cilindros independientes para la inyección acorta en gran medida el tiempo del ciclo.
- La guía lineal en la unidad de inyección hace que la contrapresión se acerque a 0 durante la carga, lo que reduce el desbordamiento de la masa fundida.
- Las zonas de calentamiento del barril tienen una precisión de 0,1 ℃ para garantizar una plastificación estable del material.
La posición del tornillo se controla dentro de 0,01 mm para controlar con precisión el tamaño del disparo y la posición de la amortiguación.
Productos relacionados / FU CHUN SHIN MACHINERY MANUFACTURE CO., LTD.

Sistema de moldeo de piezas de paredes finas
Solución llave en mano de etiquetado en molde
Molde de preforma PET
Equipo de preformas de PET (serie PET)

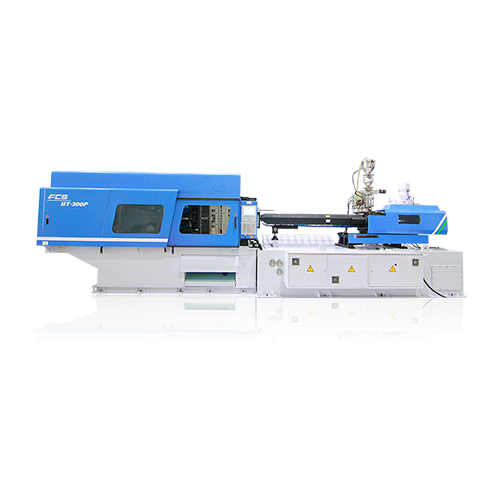
Máquina de moldeo por inyección servohidráulica avanzada (serie FA)

Se busca agente - Sea socios globales de FCS

Máquina de moldeo por inyección de dos componentes con eje giratorio (serie FB-T)

Máquina de moldeo por inyección termoendurecible (serie HN-U)
Máquina de moldeo por inyección totalmente eléctrica (serie CT-e)
